
Equipment für Hotmelt- sowie thermoplastische Elastomer-Umspritzungen
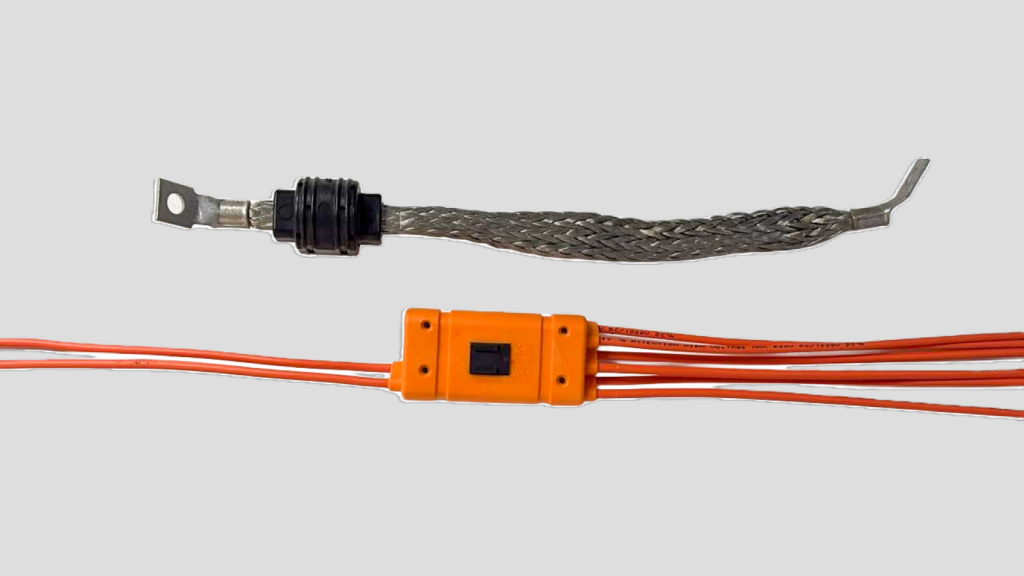
Das Verfahren des Umspritzens von Baugruppen nach dem Hotmelt-Verfahren zeichnet sich durch das Arbeiten mit einem geringen Spritzdruck aus. Die Bauteile werden somit schonend umspült, abgedichtet und dauerhaft geschützt.
- Umspritzen von Elektronikbaugruppen, Kabeln und Leitungen
- Anspritzen von Knickschutztüllen an Kabel und Leitungen
- Herstellen von Kabeldurchführungen
- Fertigung von Sondergehäusen
- Spritzen von Dichtungen
- Umspritzen von Sensoren
- usw.
Anwendungsbereiche
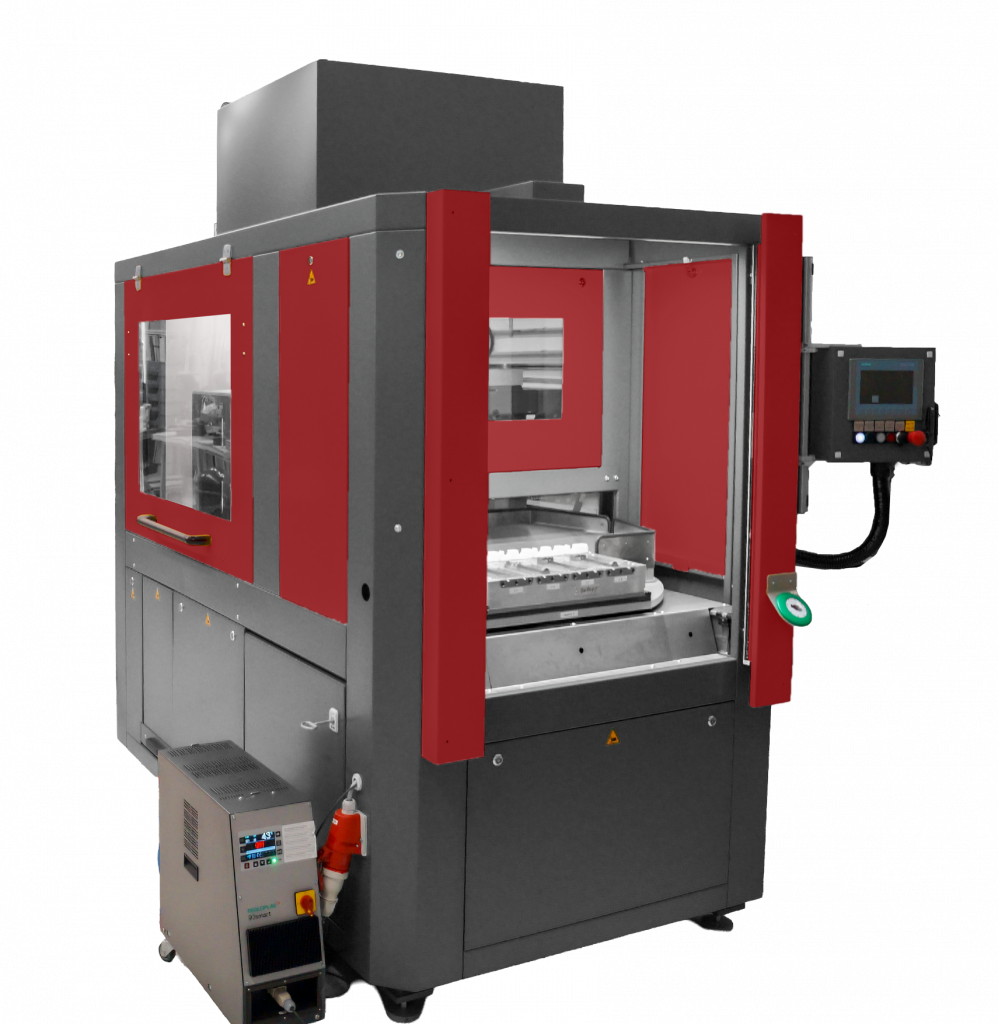
- Materialaufbereitung durch Tankgerät: Einstiegslösung in die Hotmelt-Verarbeitungstechnik. Verarbeitung der Werkstoffe in Granulatform. Diverse Features wie Levelsensor, Wochenzeitschaltuhr oder Temperaturabsenkung stehen zur Verfügung.
- Materialaufbereitung durch Extruder: Konzipiert für die Verarbeitung einer breiten Palette von Werkstoffen in Granulatform, auch für höherviskosere und farbige Verguss- oder Spritzgussmaterialien.


Details
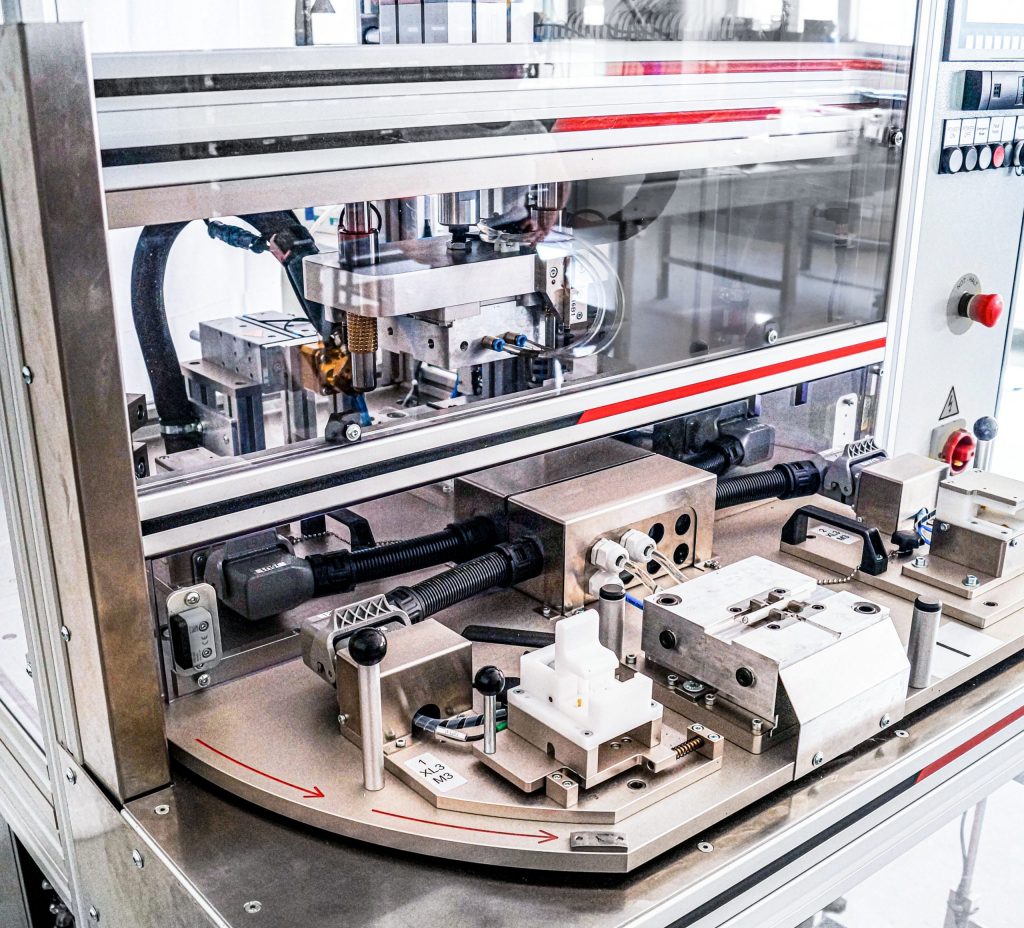
- Kontinuierliche Kontrolle: Im Prozessverlauf können viele Rahmenparameter abgefragt werden. Informationen wie Anlagen- und Materialauswahl werden ebenso erfasst wie die korrekte Lage der Teile im Werkzeug vor dem Prozess.
- Zentrale Steuerung: Steuerung und Kontrolle der Prozesse wie Materialtemperatur, Druck und Taktzeit erfolgen zentral. Die Software kommuniziert mit anderen Anlagen, um den Prozess Inline besser zu steuern.
- Prozessintegration: Produktionsprozess inkl. Werkzeug, Anlage, Software wird auf individuelle Kundenanwendung zugeschnitten. Es kann wahlweise als Schiebe- oder Rundtakttisch, aber auch als Inline-Lösung konfiguriert werden.
- Qualitätskontrolle: Nach dem Prozess wird das Ergebnis systematisch erfasst. Kameramodule bewerten die Teile qualitativ nach Form und evtl. Spritzfehler. Die Ergebnisse werden dokumentiert und können dezentral ausgewertet werden.
- Effizienz: Die Werkzeugabmessungen bieten genügend Platz auch für relativ große Kavitäten oder ermögliche eine Effizienzsteigerung durch Mehrfachkavitäten. Die Befüllung der Kavitäten kann sowohl über Kalt- als auch Heißkanal erfolgen.
- Flexibles Bedienkonzept: Bestücken über Bediener als auch vollautomatisch möglich. Die Steuerungsmöglichkeiten erlauben dabei eine komplette Überwachung der Prozesse vor, während und nach dem Verguss.
- Flexibilität: Die Werkzeuggrößen können individuell an das Produkt angepasst werden.